Construction of new design-built parts just might be the most fun I have with my jeep, other than wheeling of course. It's always good to get that new winch, or a new set of shocks, but a "one off" part that no one else has 'cause you built it yourself is still the coolest. This page is a construction guide for new polished stainless spring plates (the old chrome ones I had were too lightweight and were beginning to bend and stress crack). Anyway, here they are:
1. Start with raw materials...in this case, 2" x 3/8" angle and 2 1/2" x 1/2" bar, both in 304 stainless
2. After cutting (chopsaw), and shaping (plasma cutter), the pieces are ready to assemble.
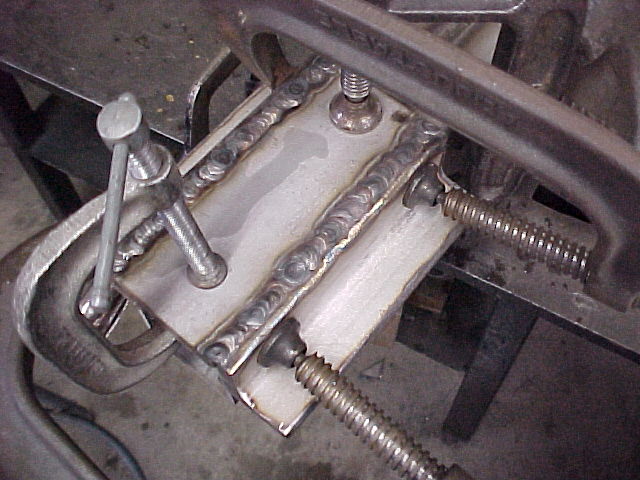
3. Pieces are jigged up as they will be welded...notice they are clamped six ways from Sunday to avoid heat warping.
4. After welding, done with a TIG welder... clean, strong and pretty! In this case, welds are made 1/2" at a time and cooled to the touch in between welds, again to avoid warpage.
5. All welds were "valleyed" with a grinder prior to assembly for better penetration...this is the inside of the piece, welded inside and out for strength.
6. A proper TIG weld on stainless should have this rainbow appearance if it is heated appropriately
8. Drilling is best done with a high quality drill press or a mill. When drilling stainless, use plenty of lubricant...I like a high pressure coolant mist or Mistic Metal Mover.
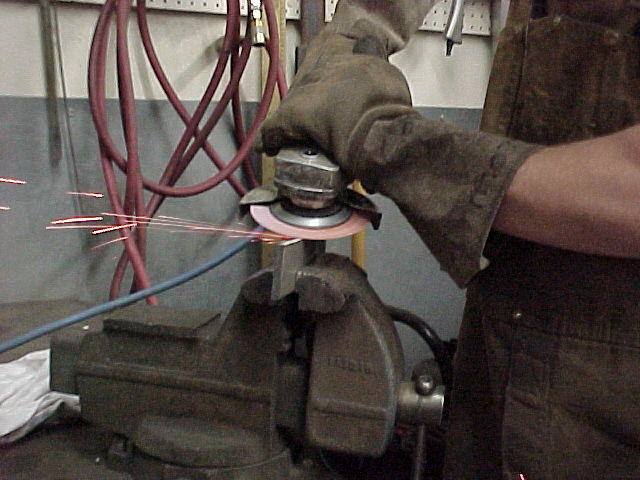
7. Rough shaping is done with an angle grinder, and final shaping and rough finishing is done using a sander with 50 or 60 grit paper.
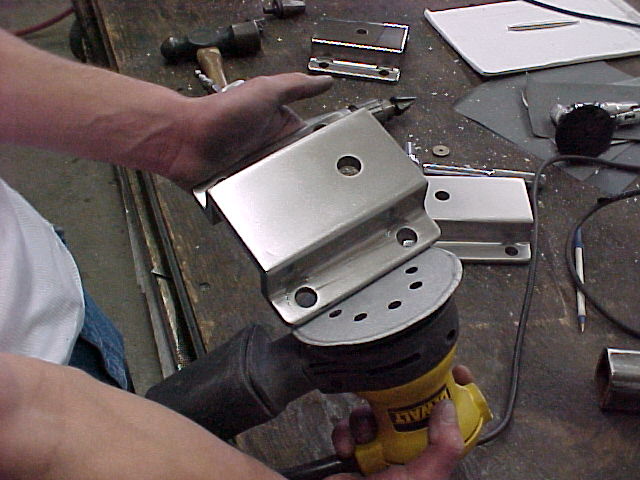
10. The finished product... a beautiful and functional piece...it'll be on the jeep in a few days, along with it's three matching parts....one for each spring.
9. Polishing is done by starting with 80 grit and sanding to 320 dry, then starting again by hand and sanding wet from 220 to 2500 grit in successive steps....pretty time consuming, but pretty when it's done. If you have a buffing wheel you can go straight to that from 320 wet.